
زبان
جستجوی محصول
زبان
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

اخبار شرکت
DMAIC - تسهیل بهبود مستمر کیفیت قطعات ماشینکاری شده
2025-09-19با پایبندی به خط مشی کیفیت و فلسفه مدیریت شرکت "راضی کردن خود، رضایت مشتریان، صادق و قابل اعتماد بودن، و تلاش برای تعالی"، ما به طور مداوم محصولاتی با هزینه - اثربخشی بالاتر و کیفیت پایدارتر به مشتریان ارائه می دهیم. اخیراً در کارگاه ماشینکاری پدیدهای رخ داده است که ابعاد کلیدی یا تلرانسهای هندسی برخی از فرآیندهای کلیدی پس از پردازش ناپایدار بوده و الزامات کنترل 6 سیگما را برآورده نمیکنند. مدیریت شرکت به این امر اهمیت زیادی می دهد و کارگاه را برای راه اندازی کارگروه بهبود کیفیت کارگاه ارتقا داده است. این کارگروه متشکل از رهبران بخش های مربوطه، مهندسان مربوطه، رهبران تیم و کارکنان خط مقدم تولید است. با استفاده از روش DMAIC 6 - بهبود سیگما، کمپین جامع بهبود کیفیت راه اندازی شده است. از طریق مجموعه ای از فعالیت های بهبود مانند بررسی پیشینه، جمع آوری داده ها، خلاصه مسئله، تجزیه و تحلیل علت، و تدوین اقدامات بهبود کوتاه مدت و بلند مدت، کار بهبود کیفیت به طور کامل انجام شده است. این فعالیت بهبود به طور جامع توانایی عملی مدیران و کارکنان پایه را در درک، بکارگیری و ارتقای ابزارهای بهبود 6 سیگما به صورت موازی افزایش داده است. این به کاهش تنوع و نوسانات ویژگی های کیفی قطعات ماشینکاری شده کمک می کند و در نتیجه کیفیت کلی ساخت موتورها را بهبود می بخشد و به ارائه محصولات با کیفیت بهتر به مشتریان کمک می کند.
فرآیند بهبود DMAIC شامل پنج مرحله است: تعریف، اندازه گیری، تجزیه و تحلیل، بهبود و کنترل. این پنج مرحله یک روش بهبود کیفیت کامل فرآیند را تشکیل می دهند و هر مرحله شامل چندین مرحله کاری است. در زیر شرح مختصری از بهبود مشکل ناپایدار بودن هم محوری محفظه های یاتاقان جلو و عقب و خروجی وجه انتهایی مجموعه پس از مونتاژ پایه ماشین دو تکیه گاه و مجموعه محفظه یاتاقان ارائه شده است:
01 تعریف کنید
اعضای مربوطه تیم یک جلسه بهبود کیفیت ویژه برگزار کردند و از طوفان فکری برای تعریف اهداف بهبود تیم استفاده کردند:
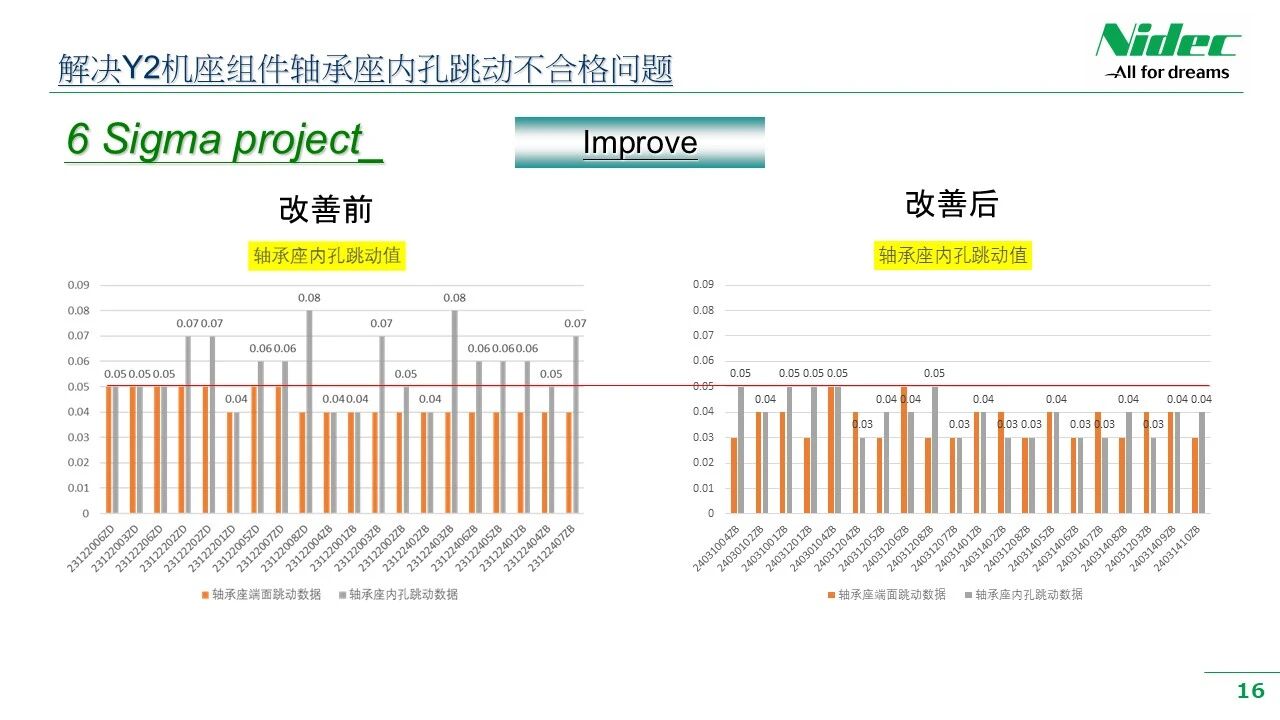
• الف) مشکل: هم محوری سوراخ داخلی ریز ماشینکاری شده صندلی یاتاقان مجموعه پایه ماشین با تکیه گاه دوتایی ناپایدار است. پس از مونتاژ، باعث می شود که خروجی محفظه یاتاقان کل پایه دستگاه از تحمل فراتر رود که الزامات ترسیم را برآورده نمی کند.
• ب) هدف بهبود: میزان نقص کمتر از 200 PPM و خروجی محفظه یاتاقان کمتر از 0.05 میلی متر است.

02 اندازه گیری کنید
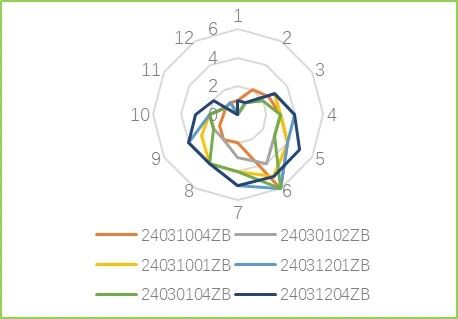
تیم بهبود جدولی از پارامترهای کیفیت - تأثیرگذار مربوط به فرآیند ماشینکاری طراحی کرد. طبق این جدول، اپراتورهای فرآیندهای مربوطه، دادههایی از جمله تجزیه فرآیند و فرآیند، تنظیمات پارامتر برش، تنظیمات پارامترهای کلیدی ابزار و وسایل، موقعیتیابی و تنظیمات نیروی گیره و سایر پارامترهای مرتبط را جمعآوری کردند. پس از تکمیل جمعآوری دادهها، از نمودار راداری برای ارزیابی عینی اثربخشی سیستم اندازهگیری فعلی استفاده میشود.
• الف. تعریف پارامترهای ارزیابی
با استفاده از نمودار علت و معلولی استخوان ماهی برای طوفان فکری، علل احتمالی - عوامل مؤثر در 5M2E (انسان، ماشین، مواد، روش، اندازهگیری، محیط، انرژی) را فهرست کنید و دادههای منبع را در قالب یک فهرست جمعآوری کنید. به عنوان مثال، همبستگی بین نیروی بستن و تغییر شکل، همبستگی بین سرعت ماشین ابزار و تنظیمات پارامتر برش، و پارامترهای دقت ماشین ابزار.
• ب. جمع آوری داده ها
پس از تأیید مشخصات کلیدی کیفیت و متغیرهای خروجی فرآیند کلیدی، متغیرهای ورودی فرآیند کلیدی را بیابید. مهندس فرآیند کارکنان را برای جمع آوری داده ها راهنمایی می کند.
• ج. داده های اندازه گیری شده را ارزیابی کنید
بر اساس داده های منبع جمع آوری شده از متغیرهای کلیدی فرآیند، داده های آماری مانند میانگین، واریانس و انحراف معیار را محاسبه کنید. یک نمودار پارتو، نمودار کنترل X/R یا نمودار رادار برای تجزیه و تحلیل بیشتر ترسیم کنید. به عنوان مثال، از طریق نمودار رادار داده، میتوان مشاهده کرد که خروج سوراخ داخلی صندلی یاتاقان مجموعه پایه دستگاه به دلیل تغییر شکل سوراخ داخلی صندلی یاتاقان ایجاد میشود. بر اساس این نتیجهگیری، میتوان علل را به صورت هدفمند تحلیل کرد.
03 تجزیه و تحلیل
این تیم از ابزارهای تحلیلی مانند PFMEA (تحلیل حالت شکست فرآیند و تجزیه و تحلیل اثرات) و نمودارهای استخوان ماهی برای انجام تجزیه و تحلیل عمیق علت روی داده های جمع آوری شده و یافتن علت اصلی استفاده می کند. این شامل شناسایی توزیع داده ها، روند تغییر، شناسایی نقاط پرت، تجزیه و تحلیل رابطه بین متغیرهای فرآیند و تعیین علل ریشه ای مشکلات بالقوه است. با ایجاد ارتباط بین مشکلات و علل، تیم می تواند درک عمیقی از ماهیت مشکل ایجاد کند و پایه ای برای تدوین راه حل های موثر ایجاد کند. به عنوان مثال، از طریق تجزیه و تحلیل نمودار رادار دادههای خروجی سوراخ داخلی صندلی یاتاقان، میتوان نتیجه گرفت که علل این مشکل شامل تأثیر صلبیت ماشینکاری و نیروی گریز از مرکز ماشینکاری بر روی خروجی است. بر اساس اصل DOE (طراحی آزمایشها)، یک طرح بهبود طراحی میشود تا تأیید کند که آیا فرضیه علت معتبر است یا خیر، و سپس علت اصلی پیدا میشود.
04 بهبود
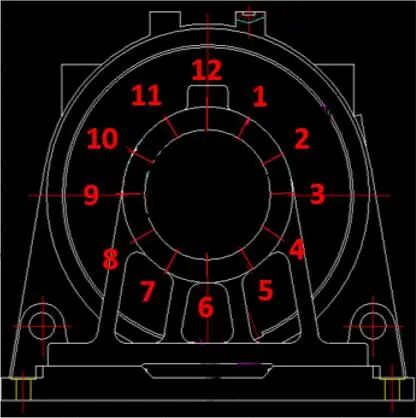
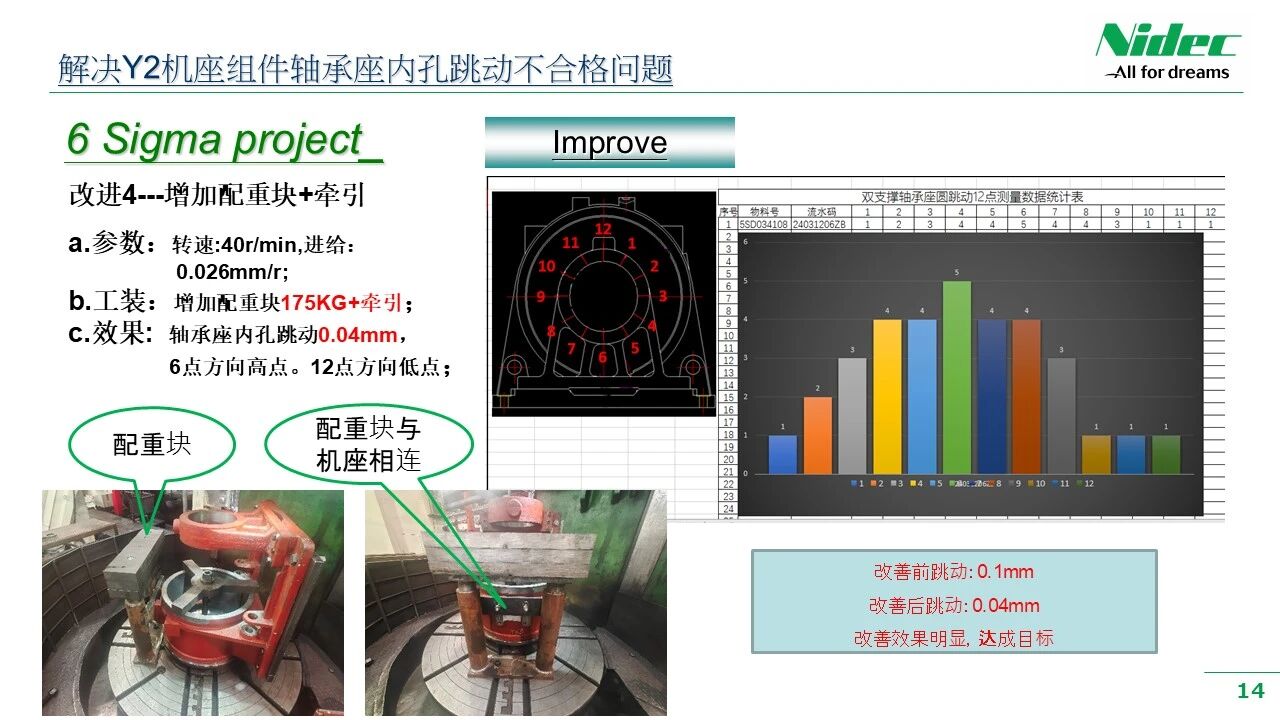
بر اساس نتایج تجزیه و تحلیل و تایید، تیم راه حل های هدفمند را پیشنهاد و اجرا می کند. این ممکن است شامل بهینه سازی فرآیند، ارتقاء فناوری، بهبود عملیات و سایر جنبه ها باشد. مهم است که تیم باید اثربخشی راه حل ها را تأیید کند تا اطمینان حاصل شود که آنها می توانند نتایج مورد انتظار را در عملیات واقعی ایجاد کنند. پس از موفقیت آمیز بودن تأیید، تیم شرح فرآیند و روشهای عملیات را بهروزرسانی میکند تا اطمینان حاصل شود که راهحلهای جدید میتوانند استاندارد شوند و نتایج بهبود در سراسر فرآیند ماشینکاری ارتقا یابد. به عنوان مثال، هنگام حل مشکل خروجی مجموعه پایه ماشین سری Y2، تیم ما راه حل های هدفمندی را بر اساس نتایج تجزیه و تحلیل شده در مرحله تحلیل پیشنهاد کرد. این راه حل ها شامل اضافه کردن نقاط پشتیبانی در موقعیت معلق صندلی بلبرینگ، افزودن صفحات فولادی در پای پایه دستگاه برای افزایش استحکام، و اضافه کردن وزنه های تعادل در مقابل پایه های پایه دستگاه است. سپس، تأیید پردازش آزمایشی یک به یک انجام شد تا تأیید شود که داده های تأیید پردازش، اهداف مورد انتظار تیم را برآورده می کند و در نهایت یک راه حل مؤثر پیدا شد.
05 کنترل
مرحله کنترل، پیوند نهایی روش DMAIC است و همچنین کلید تضمین پایداری نتایج بهبود است. در این مرحله، تیم برنامه کنترلی شامل نظارت بر فرآیند، مدیریت غیرعادی و بهبود مستمر را تدوین و اجرا خواهد کرد. با نظارت منظم بر عملکرد فرآیند و تنظیم استراتژی کنترل، تیم می تواند اطمینان حاصل کند که فرآیند همیشه در حالت کنترل شده است و از تکرار مشکل جلوگیری می کند.
از طریق کاربرد ویژه ابزار بهبود شش سیگما DMAIC در تیمهای بهبود چندگانه کارگاه ماشینکاری، آگاهی و توانایی عملی همه کارکنان برای استفاده مداوم از این ابزار برای بهبود کیفیت فرآیند بهبود یافته است. این امر باعث تحریک نوآوری و نشاط بهبود همه کارکنان در کارگاه شده است، کاربرد گسترده و عمیق روش DMAIC را در پروژههای بهبود آتی ترویج میدهد، توانایی همه کارکنان کارگاه ماشینکاری را برای تجزیه و تحلیل و حل مشکلات غیرعادی کیفیت به میزان زیادی افزایش میدهد، و کارکنان را قادر میسازد تا لذت یادگیری، تمرین و لذت بردن از بهبود فرآیند را پیدا کنند.
توصیه های خبری

دیدار «نی» | اولین قطعات آسانسور Nideco در نمایشگاه بین المللی آسانسور چین 2026
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. Grandly افتتاح می شود، ارتقاء تولید هوشمند جهانی را برای قطعات اصلی آسانسور تقویت می کند
2026-06-20
فرصت های جدید در جاده ابریشم: کاوش در بازار آسانسور قزاقستان
2026-06-20
راه حل مقاوم سازی ماشین فوق نازک Nidec
2026-03-21
سیم پیچ تک دندانه مدولار برای استاتور، استاندارد جدیدی را برای تولید با کارایی بالا تعیین می کند
2026-03-02